Alumīnija lodēšana mājās ir grūts process. Sarežģītība ir saistīta ar metāla īpašībām, kas apgrūtina atsevišķu alumīnija daļu savienošanu ar citām vielām. Alumīniju nepieciešams savienot, ievērojot īpaši izstrādātas tehnoloģijas, kas nodrošina lodēšanas kvalitāti. Svarīga ir meistara pieredze, kurš savieno detaļas no alumīnija ar lodēšanu.
Saturs
Kāpēc alumīnijs slikti lodē
Daudzi ir mēģinājuši alumīniju lodēt mājās un labi sapratuši: lodējums nevēlas pielipt detaļu virsmai. Tas ir saistīts ar stabilas oksīda plēves veidošanos uz metāla, kurai ir zema saķere ar lodēšanas materiālu. Metodes alumīnija lodēšanai mājās ir samazinātas līdz cīņai pret aizsargplēvi.
Mineroloģijā alumīnija oksīdu sauc par korundu. Tas sastāv no caurspīdīgiem kristāliem, kas ir dārgakmeņi.Korundam ir atšķirīga krāsa, atkarībā no piemaisījumiem: hroms piešķir sarkanīgu nokrāsu, safīrs - zilganu. Oksīda plēvei ir augsta izturība, un to nevar pielodēt. Tas ir jānoņem no virsmas un pēc tam jāsāk lodēt detaļas.

Kā noņemt oksīda plēvi
Plēve tiek noņemta no metāla virsmas vairākos veidos, visefektīvākie ir ķīmiskie un mehāniskie. Abām metodēm ir nepieciešama bezgaisa vide, kurā nav skābekļa.
Ķīmiskās metodes pamatā ir cinka vai vara nogulsnēšanās uz sagataves virsmas ar elektrolīzi. Lodēšanai sagatavotajā vietā tiek uzklāts vara sulfāts koncentrēta šķīduma veidā. Pievienojiet akumulatora vai cita strāvas avota negatīvo spaili tīrai metāla vietai. Viens vara stieples gals ir savienots ar pozitīvo spaili, otrs ir nolaists šķīdumā uz alumīnija virsmas. Elektrolīzes rezultātā varš vai cinks plānā kārtā nogulsnējas uz alumīnija un stipri pielīp pie tā. Tagad jūs varat lodēt alumīniju ar alvu.
Lai noņemtu oksīdu, tiek izmantota eļļas plēve. Šai metodei labāk ir ņemt sintētisko vai transformatoru eļļu ar zemu ūdens saturu. Cita veida eļļas jāuzglabā + 150 ... + 200 ° C temperatūrā, ūdens iztvaiko. Augstākā temperatūrā saturs sāks šļakstīties. Dehidrētā eļļa tiek uzklāta uz alumīnija daļas virsmas. Izmantojot smilšpapīru, alumīnijs ir jānoberzē zem uzklātā slāņa, lai noņemtu oksīdu.
Smirģeļu miza tiek aizstāta ar skalpeli, zobainu lodāmura galu vai dzelzs skaidām, kas iegūtas no naga, kas ierīvēts ar vīli. Šķeldas lej uz eļļas un lodāmura galu noberzē pa virsmu, noloboties oksīda slānim. Masīvu daļu vēlams sildīt ar karstā gaisa strūklu.Lodmetālu ar lodāmuru iegremdē eļļas pilītē un berzē lodēšanas vietā. Labākam lodēšanas procesam pievieno kolofoniju vai citu kušņu.
Alumīnija stiepļu lodēšanai radīti kušņi uz acetilsalicilskābes vai ortofosforskābes, borskābes vai nātrija skābes sāļu bāzes. Kolofoniju lieto reti, alumīnija gadījumā tas ir neefektīvs. Flusus izmanto vadu, podu un citu lietu lodēšanai.
Plūsmas alumīnija lodēšanai
Plūsmas ir ļoti aktīvas, tāpēc pēc lodēšanas tās jānomazgā ar ūdens un sārmu šķīdumu. Sārmu lomu labi pilda cepamā soda. Pēc sārma savienojuma vietu mazgā ar tīru ūdeni. Elpošanas orgāni ir jāaizsargā no plūsmas tvaiku iekļūšanas tajos. Tie var kairināt gļotādu un iekļūt asinsritē. Visizplatītākie no tiem ir jāapsver atsevišķi.
Kolofonija
Kolofonija ir vispieprasītākā no visām plūsmām. To izmanto dažādu metālu savienošanai. Tas darbojas uz alumīnija tikai tad, ja nav gaisa, tāpēc to izmanto reti. Vairāk laika tiek pavadīts darbam ar kolofoniju, mazāka efektivitāte. Šī plūsma nav paredzēta profesionāļiem, tā var lodēt, bet savienojuma kvalitāte nav izturīga.
Pulvera plūsma
Alumīnijs tiek lodēts ar gāzes degli, izmantojot pulvera plūsmas. Nav ieteicams liesmai pievienot skābekli, tas samazina plūsmas efektivitāti. Visizplatītākās plūsmas:
- F-34A;
- boraks;
- acetilsalicilskābe;
- lodēšanas tauki.

F-34A ir aktīva plūsma, kas satur 50% kālija hlorīda, 32% litija hlorīda, 10% nātrija fluorīda un 8% cinka hlorīda. Sastāvs tiek izmantots ar lodmetāliem, kas satur ķīmiskas piedevas.Tas ir higroskopisks un šķīst ūdenī.
Boraks ir pulveris, kas kūst 700°C, šķīst ūdenī un tiek nomazgāts ar citronskābes ūdens šķīdumu. Atšķiras ar zemām izmaksām.
Acetilsalicilskābe ir atrodama aspirīna tablešu veidā. Sildot ar lodāmuru, izdalās cilvēka veselībai kaitīgi tvaiki, kas apdedzina degunu, acis un elpošanas orgānus.
Lodēšanas tauki sastāv no parafīna, amonija hlorīda un cinka, dejonizēta ūdens. Laba iepriekš uzkarsētu vietu lodēšana, kurām veikta alvošanas procedūra. Pēc alumīnija detaļu lodēšanas ieteicams nomazgāt kušanas atlikumus, pretējā gadījumā tas izraisa metāla koroziju.
Šķidruma plūsma
Lodēšanas vietai plānā kārtā tiek uzklāta šķidruma plūsma. Strādājot ar lodāmuru, tas ātri iztvaiko, izdalot degošus dūmus. Flux F-64 satur fluorīdus, tetraetilamoniju, korozijas inhibitorus un jonizētu ūdeni. Tas labi iznīcina oksīda plēvi un palīdz lodēt lielas alumīnija sagataves. To izmanto vara, alumīnija, cinkota dzelzs un citu metālu lodēšanai.
F-61 sastāv no trietanolamīna, amonija fluorborāta un cinka fluorborāta. Izmanto alumīnija sakausējumu alvošanai un lodēšanai temperatūrā līdz 250°C. Castolin Alutin 51 L sastāv no kadmija, svina un 32% alvas. Visefektīvāk darbojas temperatūrā virs 160°C.
Jebkura no uzskaitītajām kušām palīdz lodēt alumīnija pannu, dažāda izmēra alumīnija sagataves, savienot duralumīnija, duralumīnija (duralumīnija) sagataves ar lodēšanu.
Lodmetāls alumīnija lodēšanai
Lodmetāls alumīnija lodēšanai ir izgatavots uz cinka vai alumīnija bāzes.Tajā tiek ievadītas piedevas, lai sasniegtu dažādas īpašības: pazeminātu kušanas temperatūru, palielinātu izturību. Tos ražo Amerikā, Vācijā, Francijā, Krievijā. Apskatīsim dažus no tiem.
Izplatīts un plaši reklamēts alumīnija lodmetāls ir HTS 2000. To ražo uzņēmums no ASV. Prakse liecina par tā trauslumu: lodētās detaļas ļauj iziet cauri gaisam un mitrumam. To nevar izmantot bez plūsmas.
Castolin 192FBK uz cinka (97%) un alumīnija (2%) bāzes tiek ražots Francijā. Castolin ražo 1827 un AluFlam-190 lodmetālus, kas paredzēti vara un alumīnija cietlodēšanai 280°C temperatūrā.

Castolin 192FBK ir lodēšanas caurule, kuras kodolā ir plūsma. To ražo stieņu veidā, no kuriem 100 g maksā 100-150 rubļus. Labi pielodē mazus caurumus un plaisas.
Chemet Aluminium 13 ir lodmetāls, ko izmanto, metinot detaļas 640°C un augstāk. Tā pamatā ir alumīnijs (87%) un silīcijs (13%). Lodmetāla kušanas temperatūra ir aptuveni 600°C. To ražo stieņu veidā, no kuriem ir 25 gabali uz 100 g. 100 g maksā 500 rubļu. Šķirnei, ko sauc par Chemet Aluminium 13-UF, ir doba struktūra, un tās kodolā ir plūsma. Tās izmaksas par 12 bāriem, kas sver 100 g, ir 700 rubļu.
Alumīnija lodmetālu ražo arī vietējie uzņēmumi. Lodēšanai ar gāzes degli tiek izmantots 34A zīmola sastāvs. Kūst 525°C temperatūrā, labi lodēti sakausējumi AMts, AM3M, AMg2. 100 g maksā 700 rubļu.
A šķira sastāv no 60% cinka, 36% alvas un 2% vara. Kūst 425°C temperatūrā. Ražots stieņos, kuru svars ir 145 g.Viena stieņa izmaksas ir 400 rubļu.
SUPER A+ tiek ražots Novosibirskā un ir HTS-2000 analogs. Tas tiek uzklāts kopā ar SUPER FA zīmola gumiju. Tas maksā 800 rubļu. uz 100 g.Izkausētā stāvoklī tas kļūst viskozs, tā izlīdzināšanai ir nepieciešams izmantot tērauda instrumentus.
Vads ar serdi
Alumīnija detaļu metināšanā izmanto kušanas stiepli, tā nav piemērota lodēšanai. Alumīnija metināšana ar gāzes degli ar plūsmas serdenes stiepli netiek veikta. Labāk ir metināt detaļas ar elektrisko mašīnu.
Kurš lodāmurs ir piemērots
Ko lodēt, kāds rīks tam ir nepieciešams - tas viss ir atkarīgs no lodēšanas vietas. Alumīnijs un varš labi vada siltumu, tāpēc jums ir nepieciešams jaudīgs lodāmurs. Ar daļas laukumu 1000 cm² lodāmura jauda ir 50-60 vati. Bieži vien tiek pielodētas divas vai vairākas detaļas, un tādā gadījumā jauda palielinās līdz 100 vatiem. Sildot krustojumu, ir piemērots mazākas jaudas lodāmurs. Dzelonis izvēlēts plats, uz tā var izveidot iegriezumus alumīnija oksīda plēves noņemšanai.
Ir jāapsver, kā lodēt alumīniju ar lodāmuru. Tas tiek darīts ar labi uzkarsētu instrumentu pēc oksīda plēves noņemšanas un alvošanas, lodmetāls labi pielīp pie alvotās (kontinētas izmantojot speciālos lodmetālus) zonas un ir piemērots jebkurš lodāmurs.
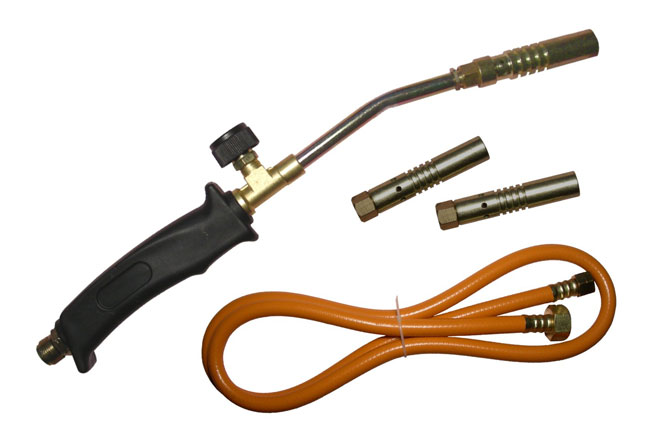
Alumīnija lodēšanas lāpas
Jums ir jāzina, kā lodēt ar gāzes degli. Ja detaļu laukums ir liels un nav pietiekami daudz lodāmura jaudas, izmantojiet degli. Labāk ir izmantot gāzi, jo alumīnija lodēšanai ar gāzes degli ir liels potenciāls. Deglis ātri uzsilda detaļu savienojumu gandrīz līdz alumīnija kušanas temperatūrai. Flux ar lodēšanu tiek uzklāts uz savienojuma, izlīdzināts ar lodāmura galu un sacietē. Savienojums ir jānomazgā no lodēšanas skābes vai citas plūsmas paliekām.
Strādājot ar degļiem, jāievēro ugunsdrošības noteikumi. Tuvumā nedrīkst atrasties viegli uzliesmojoši šķidrumi vai materiāli.
Kas ir labāk - metināšana vai lodēšana
Atbildes uz šo jautājumu var atšķirties. Vienas vai citas metodes izmantošana ir atkarīga no detaļu izmantošanas pēc to savienošanas. Labāk ir pielodēt automašīnas radiatoru. Šī metode ir lēta un uzticama. Piena kolbas un citas pārtikas uzglabāšanas tvertnes vislabāk ir metinātas. Metināšanas šuve ir izturīgāka, īpaši lielākos izmēros. Bieži vien ir nepieciešams metināt detaļas, kas izgatavotas no alumīnija sakausējumiem. Silumīna metināšana ir praktiski vienīgais savienošanas veids, ja neskaita līmes izmantošanu.
Ja vēlaties, varat nopelnīt labu naudu ar metināšanu un lodēšanu. Bieži rodas jautājumi par to, kā ledusskapī lodēt alumīnija caurules vai salabot velosipēda rāmi. Darbnīcās darbs ir dārgs: cauruļu lodēšana - 1000 rubļu. un vēl. Savienojot elektriskos vadus ar lodēšanu, tie aizņem 15 rubļus. katram. No alumīnija sakausējumiem izgatavota velosipēda rāmja remonts, izmantojot lodmetālus, maksā 500 rubļu. Pannas remonts maksās 100 rubļus. Šīm summām jāpieskaita laika un naudas izmaksas par preču piegādi uz darbnīcu un atpakaļ.
Lai ietaupītu šo naudu, jums jāiemācās pašam lodēt. Lai to izdarītu, jums jāiegādājas gāzes deglis kārbas veidā par 700-1000 rubļiem. un lodēt. Jūs varat apgūt virsmas apstrādi un šūšanu uz veca automašīnas radiatora.
Līdzīgi raksti: